- Dansk
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Maskinvision og visuelle sensorer: Arbejdsprincipper og anvendelser
Katalog
Hvad er maskinvision?
Maskinvision er en teknologi, der giver maskiner mulighed for at optage, behandle og analysere billeder af virkelige objekter. Den kombinerer kameraer, sensorer, optiske linser, belysningssystemer og billedbehandlingssoftware for at indsamle visuelle oplysninger og forvandle dem til nyttige data til automatiserede beslutninger.
I praktiske anvendelser udfører maskinvision mange af de visuelle inspektions- og måleopgaver, der ellers ville kræve menneskelig observation. I stedet for at stole på en person til at se på et produkt og vurdere dets tilstand, optager systemet et klart billede af objektet, konverterer det billede til digitale oplysninger og undersøger specifikke visuelle detaljer. Disse detaljer kan omfatte form, størrelse, position, farve, lysstyrke, kanter, mønstre og overfladeforhold. Ved at analysere disse karakteristika kan systemet afgøre, om objektet opfylder foruddefinerede krav.
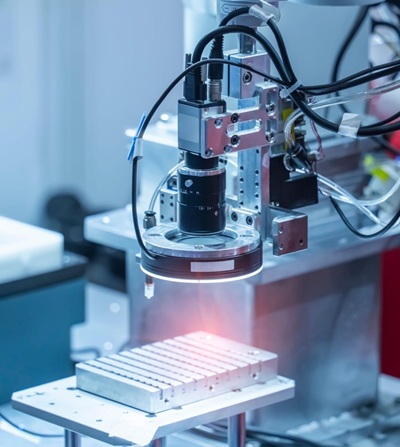
Hvordan et maskinvisionssystem fungerer
En maskinvisionproces følger en logisk sekvens af trin. Først træder objektet ind i inspektionsområdet og belyses ved hjælp af en kontrolleret lyskilde. Korrekt belysning hjælper med at afsløre vigtige visuelle funktioner og reducerer skygger, reflektioner eller andre forhold, der kan påvirke billedkvaliteten.
Næste trin er, at et kamera optager et billede af objektet fra en bestemt vinkel og afstand. Det optagne billede konverteres derefter til digitale pixeldata, hvor hver pixel indeholder oplysninger om lysstyrke, farve eller intensitet. Dette digitale billede overføres til et billedbehandlingssystem til analyse.
Softwaren undersøger billedet i detaljer ved at identificere kanter, sammenligne former, måle dimensioner, registrere farvevariationer og evaluere overfladefunktioner. Den behandler pixelmønstre og intensitetsværdier for at isolere de vigtigste oplysninger. De udtrukne data sammenlignes derefter med foruddefinerede standarder, tolerance eller inspektionsregler for at afgøre, om objektet opfylder de krævede kriterier.
Anvendelser og fordele ved maskinvision
Efter at analysen er afsluttet, genererer systemet resultater, der kan bruges til at støtte en bred vifte af industrielle operationer. Maskinvision kan udføre præcise målinger, identificere overfladedefekter, verificere produktkvalitet, sortere genstande baseret på specifikke karakteristika, bestemme den nøjagtige position af objekter og give vejledning til robotter under håndterings- eller samlingsopgaver.
Fordi maskinsyn kan inspicere et stort antal objekter hurtigt og konsistent, hjælper det med at forbedre nøjagtigheden, effektiviteten og pålideligheden i produktionen. Dets evne til at udføre detaljerede inspektioner i realtid har gjort det til en nøgleteknologi inden for fremstilling, industriel automation, robotik, emballering, elektronikproduktion og kvalitetskontrolsystemer.
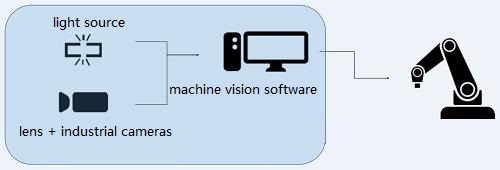
Sammensætning af maskinsynssystemer
Et maskinsynssystem består af flere hardware- og softwarekomponenter, der arbejder sammen for automatisk at inspicere, måle, identificere og spore objekter. Hver komponent udfører en specifik opgave i inspektionsprocessen. Fra det øjeblik, et objekt træder ind i inspektionsområdet, til det øjeblik, der træffes en beslutning, flyder oplysninger gennem en række sammenkoblede trin. Disse trin inkluderer objektdetektering, billedeopnåelse, billedeoverførsel, billebehandling, resultatgenerering og udstyrskontrol.
For nøjagtig og pålidelig inspektion skal hver komponent arbejde i koordination. En forsinkelse i billedeoptagelsen, dårlig belysning eller unøjagtig placering kan påvirke kvaliteten af det endelige resultat. Derfor afhænger hele systemets ydeevne af, hvor godt disse komponenter fungerer sammen.
Kamera og linse
Kameraet og linsen udgør billedoptagelsesafsnittet af maskinsynssystemet. Deres opgave er at fange et klart og detaljeret billede af det objekt, der inspiceres.
Processen begynder, når lys reflekteret fra objektets overflade træder ind i linsen. Linsen samler dette lys og fokuserer det på kamerasensoren. Kvaliteten af dette fokus påvirker direkte billedskarpheden. Hvis billedet er sløret, kan små defekter, kanter, mærker eller dimensionelle detaljer blive svære at opdage.
Efter at lyset når sensoren, konverterer kameraet det optiske billede til digitale billeddata. Disse data består af tusinder eller endda millioner af pixels, der repræsenterer objektets visuelle træk. Billedet forberedes derefter til behandling af synssystemet.
Forskellige inspektionsopgaver kræver forskellige kamerakonfigurationer. En enkel-kamerakonfiguration kan være tilstrækkelig, når kun én visning af et objekt er nødvendig. Dog kræver produkter med komplekse former ofte flere kameraer placeret i forskellige vinkler. Dette gør det muligt for systemet at inspicere flere overflader på samme tid, eliminere blinde vinkler og indfange mere fuldstændige oplysninger.
Maskinsynskameraer fås i flere typer, herunder monochrome kameraer, farvekameraer, linjescanning kameraer, områdescanning kameraer, progressiv scanning kameraer og højopløsningskameraer. Valget afhænger af faktorer som objekts størrelse, produktionshastighed, krævet billeddetalje, synsfelt og målenøjagtighed.
Lyskilde
Lyskilden er en af de mest kritiske komponenter i et maskinsynssystem, fordi billedkvaliteten i høj grad afhænger af korrekt belysning.
Før et billede kan tages, skal objektet belyses på en kontrolleret og konsekvent måde. Målet er ikke blot at gøre objektet synligt. Belysningen skal klart afsløre de træk, der skal inspiceres. Disse træk kan inkludere kanter, ridser, revner, overfladetexturer, trykte tegn, etiketter, farveforskelle eller dimensionelle grænser.
Korrekt belysning øger billedkontrasten og får vigtige detaljer til at træde frem fra baggrunden. For eksempel kan en lille ridse på en metaloverflade være vanskelig at opdage under normale belysningsforhold, men kan blive meget synlig, når den oplyses fra en bestemt vinkel.
Almindelige belysningsteknologier omfatter LED-belysning, fluorescerende belysning, fiberoptisk belysning og halogenbelysning. Blandt disse muligheder bruges LED-belysning bredt, fordi den giver stabil lysstyrke, lang levetid og lave vedligeholdelseskrav.
Belysningsmetoden vælges baseret på flere faktorer, herunder objektets materiale, farve, overfladetextur, reflektivitet, form og inspektionsvinkel. Veludformet belysning hjælper med at reducere skygger, blænding og refleksioner, hvilket resulterer i højere detektionsnøjagtighed og mere konsistente måleresultater.
Sensorer
Sensorer er ansvarlige for at registrere tilstedeværelsen, positionen eller bevægelsen af et objekt, før billedoptagelsen begynder.
I en typisk produktionslinje bevæger produkter sig kontinuerligt langs en transportbånd eller automatiseret håndteringssystem. Kameraet skal tage billedet på det rigtige tidspunkt. Hvis billedet tages for tidligt eller for sent, kan vigtige inspektionsområder blive overset.
For at forhindre dette problem overvåger en sensor objektets bevægelse og bestemmer, hvornår det når inspektionspositionen. Når objektet ankommer til den angivne placering, sender sensoren et udløsningssignal til kameraet.
Almindelige sensortyper omfatter fiberoptiske sensorer, nærhedssensorer, fotoelektriske sensorer og fotoelektriske kontakter. Disse enheder leverer præcise tidsoplysninger og hjælper med at synkronisere billedoptagelse med objektbevægelse.
Nøjagtig udløsning reducerer bevægelsesrelaterede fejl, forbedrer billedkonsistens og sikrer, at hvert objekt inspiceres under de samme forhold.
Billedoptagelseskort
Efter kameraet har erhvervet et billede, skal billeddata overføres til behandlingssystemet. Denne opgave udføres af billedoptagelseskortet.
Optagelseskortet modtager billedsignaler fra kameraet og konverterer dem til et format, som computeren og visionssoftwaren kan behandle effektivt. Under højhastighedsinspektioner skal store mængder billeddata overføres hurtigt og pålideligt. Optagelseskortet hjælper med at opretholde stabil dataoverførsel og forhindrer billedtab.
Ud over at overføre billeddata kan optagelseskortet håndtere flere kamerafunktioner. Disse funktioner kan omfatte kamerautløsning, eksponeringskontrol, justering af integreringstid, synkronisering og lukkerkontrol.
Forskellige optagelseskort understøtter forskellige kommunikationsstandarder og hardwaregrænseflader. Almindelige industrielle grænseflader inkluderer PCI, Compact PCI, PC104 og andre industrielle kommunikationsplatforme. Den valgte grænseflade skal matche både kameraet og behandlingssystemet for at sikre en glat drift.
PC-platform
Computeren fungerer som den centrale behandlingsenhed i maskinsynssystemet. Den modtager billeddata, udfører inspektionsalgoritmer, gemmer information og kommunikerer resultater til andet udstyr.
Når billedet ankommer fra kameraet, behandler computeren dataene trin for trin. Den kan måle dimensioner, placere specifikke træk, sammenligne mønstre, opdage defekter, dekode stregkoder eller verificere produktkvalitet. Disse operationer skal ofte afsluttes inden for brøkdele af et sekund for at holde trit med produktionslinjehastigheder.
Anvendelser, der kræver hurtig inspektion og store mængder billeder, bruger typisk højtydende processorer, stor hukommelseskapacitet og avanceret computerhardware for at reducere behandlingstiden.
I industrielle miljøer er industrielle pc'er almindeligt anvendt, fordi de er designet til at fungere pålideligt under barske forhold. De kan modstå støv, vibrationer, temperaturudsving, fugtighed og elektrisk interferens, hvilket gør dem velegnede til kontinuerlig fabrikdrift.
Visionsbehandlingssoftware
Visionsbehandlingssoftware er komponenten, der omdanner rå billeddata til meningsfulde inspektionsresultater.
Efter at have modtaget et billede analyserer softwaren det ved hjælp af specialiserede algoritmer. Analysen følger ofte en sekvens af operationer. Først forbedrer softwaren billedet og fjerner unødig støj. Derefter identificerer den vigtige træk som kanter, former, mønstre, tegn eller farveområder. Den udfører derefter målinger, sammenligninger eller klassificeringsopgaver i henhold til foruddefinerede inspektionsregler.
Softwaren kan udføre en bred vifte af funktioner, herunder dimensionel måling, objektpositionering, stregkodelæsning, optisk tegngenkendelse (OCR), defektregistrering, mønstermatchning og produktidentifikation.
Når analysen er afsluttet, genererer softwaren inspektionsresultater. Disse resultater kan omfatte godkendelses-/afvisningsbeslutninger, dimensionelle værdier, objektkoordinater, identifikationskoder, defektplaceringer eller maskinkontrolkommandoer.
Nogle softwareplatforme er designet til meget specialiserede inspektionsopgaver, mens andre giver fleksible værktøjer, der kan tilpasses forskellige produktions- og kvalitetskontrolapplikationer.
Kontrolenhed inklusive I/O, bevægelseskontrol og niveauomdannelse
Kontrolenheden forbinder maskinsynssystemet med eksternt udstyr og gør det muligt at konvertere inspektionsresultater til fysiske handlinger.
Efter at billedanalysen er afsluttet, sender softwaren inspektionsdata til kontrolenheden. Kontrolenheden kommunikerer derefter med enheder som PLC'er, robotter, transportbånd, aktuatorer, bevægelseskontrollere og I/O-moduler.
I simple inspektionssystemer sender kontrolenheden måske kun et grundlæggende godkendelses- eller afvisningssignal. For eksempel, når et defekt produkt registreres, kan et udgangssignal aktivere en mekanisme til at afvise, som fjerner genstanden fra produktionslinjen.
Mere avancerede systemer kræver yderligere kontrolmuligheder. I robotapplikationer kan visionssystemet beregne den præcise position og orientering af et objekt og sende disse koordinater til en robotcontroller. Robotten kan derefter justere sin bevægelsesbane og udføre præcise pluk-og-placer, samlings- eller håndteringsoperationer.
Kontrolenheden kan også udføre signalniveauomdannelse, hvilket sikrer, at kommunikationssignaler fra visionssystemet er kompatible med tilsluttede enheder. Ved at koordinere dataudveksling og maskinactioner muliggør kontrolenheden automatiserede svar såsom produktafvisning, robotguidning, positionskorrektion, proces-synkronisering og kontrol af produktionslinje.
Egenskaber ved Maskinvision
Maskinvision giver flere fordele i forhold til manuel inspektion, især i produktionsmiljøer, hvor produkter skal kontrolleres hurtigt, præcist og konsekvent. Under manuel inspektion skal operatører konstant observere dele, sammenligne dem med kvalitetskravene og træffe beslutninger baseret på, hvad de ser. Når produktionsmængderne stiger, bliver det sværere at opretholde det samme niveau af opmærksomhed og konsistens.
Maskinvision adresserer disse udfordringer ved at bruge digital billedbehandling, automatiseret analyse og foruddefinerede inspektionsregler. Når systemet er konfigureret, passerer hvert produkt gennem den samme inspektionsproces og vurderes ved hjælp af de samme standarder. Dette fører til højere nøjagtighed, bedre konsistens, hurtigere inspektionshastigheder, mere objektive resultater og lavere driftsomkostninger på lang sigt.
Præcision
En af de mest væsentlige styrker ved maskinvision er dens evne til at udføre højpræcise målinger og inspektioner.
Mange industrielle produkter indeholder funktioner, der er ekstremt små og svære at vurdere nøjagtigt med det blotte øje. Eksempler inkluderer fine elektroniske kredsløb, mikrokomponenter, små huller, snævre sprækker, trykte mærker, loddemærker og overfladefejl. Selv når der bruges forstørrelsesværktøjer, afhænger manuel inspektion ofte af individuel visuel bedømmelse, hvilket kan introducere målevariabilitet.
Maskinvisionssystemer analyserer billeder på pixelniveau. Efter et billede er fanget, identificerer softwaren bestemte kanter, hjørner, mønstre eller referencepunkter og beregner dimensioner baseret på kalibrerede målinger. Dette gør det muligt for systemet at måle afstande, diametre, vinkler, positioner og overfladeegenskaber med en høj grad af nøjagtighed.
I anvendelser som elektronikproduktion, produktion af halvledere, samling af medicinsk udstyr og præcisionsbearbejdning kan maskinvision opdage små defekter og dimensionsafvigelser, der kan være svære at identificere gennem manuel inspektion alene. Denne grad af præcision hjælper med at forbedre produktkvaliteten og reducerer risikoen for, at defekte produkter når senere produktionsfaser.
Gentagelighed
Maskinvision leverer yderst konsistente inspektionsresultater, fordi den følger den samme inspektionsprocedure hver gang.
I manuel inspektion kan forskellige operatører vurdere det samme produkt forskelligt. Selv den samme operatør kan nå forskellige konklusioner på forskellige tidspunkter på grund af ændringer i koncentration, arbejdsbyrde eller visningsforhold. Disse variationer kan påvirke den samlede kvalitetssikringskonsistens.
Maskinvision eliminerer meget af denne variabilitet ved at anvende foruddefinerede inspektionsregler og måleparametre på hvert produkt. Hver billede behandles ved hjælp af den samme sekvens af operationer, og hvert resultat sammenlignes med de samme acceptkriterier.
For eksempel, hvis et produkt kræver en huldiameter inden for et specifikt toleransområde, måler systemet den funktion ved hjælp af den samme metode for hver inspektionscyklus. Evalueringsprocessen forbliver uændret, uanset om det er det første produkt eller det ti tusinde produkt, der kontrolleres.
Dette høje niveau af gentagelighed hjælper producenter med at opretholde ensartet produktkvalitet, stabile produktionsstandarder og konsekvent inspektionspræstation på tværs af store produktionsmængder.
Hastighed
Maskinvisionssystemer kan inspicere produkter væsentligt hurtigere end manuelle inspektionsmetoder.
I et produktionsmiljø bevæger produkter sig ofte konstant på transporter, indstillingsborde eller automatiserede samlesystemer. Inspektion skal være afsluttet inden for en meget kort periode uden at forstyrre produktionsflowet. Manuel inspektion kan blive en flaskehals, når produktionshastighederne stiger, især når et stort antal produkter skal kontrolleres inden for en begrænset tid.
Maskinvisionssystemer er designet til effektivt at håndtere disse forhold. Når et objekt når inspektionspositionen, aktiverer en sensor kameraet, billedet fanges, og behandlingssoftwaren begynder straks analysen. Målinger, defektkontroller, mønsterkomparationer og beslutningstagning kan ofte afsluttes inden for millisekunder.
Fordi billedfangst og analyse sker så hurtigt, kan maskinvision inspicere hurtig bevægelige produkter i realtid, mens den opretholder inspektionsnøjagtigheden. Dette gør det muligt for producenter at opretholde høje produktionsrater uden at gå på kompromis med kvalitetssikringen.

Objektivitet
Maskinvision leverer inspektionsresultater baseret på målbare billeddata snarere end personlig fortolkning.
Under manuel inspektion kan forskellige personer vurdere den samme defekt forskelligt. Faktorer som erfaringsniveau, visuel opfattelse, arbejdspres, belysningsforhold og træthed kan påvirke beslutninger. Som et resultat kan grænsefejl nogle gange accepteres af en inspektør og afvises af en anden.
Maskinvision følger programmerede inspektionskriterier. Systemet analyserer billedegenskaber, sammenligner målte værdier med foruddefinerede grænser og genererer resultater i henhold til etablerede regler. Hver beslutning er baseret på indfanget billeddata, numeriske målinger og programmerede tærskler.
Fordi evalueringsprocessen ikke afhænger af personlig vurdering, forbliver inspektionsresultaterne mere konsekvente på tværs af forskellige skift, produktionspartier og driftsbetingelser. Denne objektivitet hjælper med at forbedre kvalitetskontrol, proceskontrol og produktsporbarhed.
Omkostningseffektivitet
Maskinvision kan betydeligt reducere inspektionsomkostningerne på lang sigt, samtidig med at den samlede produktionseffektivitet forbedres.
I manuelle inspektionsprocesser kan flere operatører være nødvendige for kontinuerligt at inspicere produkter i løbet af et produktionsskift. Yderligere arbejdskraft kan også være nødvendig for at genkontrollere tvivlsomme produkter eller udføre gentagne målinger. Efterhånden som produktionsvolumen stiger, stiger arbejdskraftomkostningerne og inspektionsarbejdsbyrderne typisk også.
Et automatiseret maskinvisionssystem kan udføre disse opgaver kontinuerligt med minimal afbrydelse. Når systemet er installeret og konfigureret, kan det inspicere store mængder produkter, mens det opretholder de samme inspektionsstandarder. Dette reducerer behovet for gentagen manuel inspektion og gør det muligt for personalet at fokusere på opgaver, der kræver teknisk ekspertise eller procesforbedring.
Selvom de indledende investeringsomkostninger for kameraer, belysning, software og behandlingsudstyr kan være relativt høje, opvejer de langsigtede fordele ofte de forudgående udgifter. Disse fordele inkluderer højere produktivitet, lavere arbejdskraftomkostninger, reducerede inspektionsfejl, færre defekte produkter, mindre materialespild og forbedret produktionseffektivitet.
Som et resultat betragtes maskinvision ofte ikke kun som et kvalitetskontrolværktøj, men også som en teknologi, der understøtter omkostningsreduktion, procesoptimering og langsigtet driftsydelse.
Arbejdsprincip for visuelle sensorer
Hvordan visuelle sensorer indsamler og analyserer information
En visuel sensor er en enhed, der fanger billeder af et objekt og konverterer disse billeder til nyttige inspektionsdata. Den fungerer som den første fase af maskinvisionsprocessen, fordi alle målinger og inspektionsresultater afhænger af kvaliteten af det indsamlede billede.
I industrielle applikationer bruges visuelle sensorer til at opnå information om et objekts størrelse, position, form, orientering, areal, kantplacering og tyngdepunkt. Denne information hjælper med at bestemme, om et produkt opfylder kvalitetskravene, om det er korrekt positioneret til videre behandling, eller om det skal accepteres eller afvises.
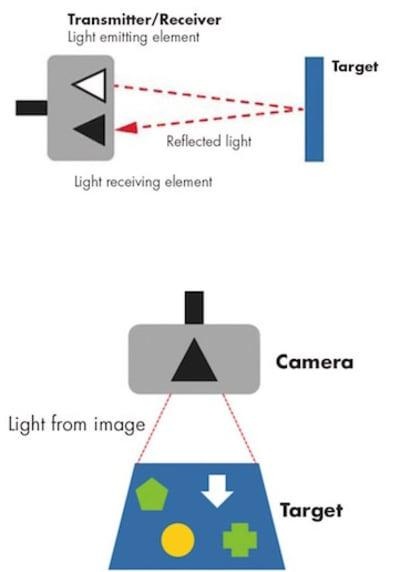
Processen begynder, når et objekt træder ind i sensorens synsfelt. Lys fra en dedikeret belysningskilde eller fra den omgivende miljø reflekteres fra objektets overflade og rejser gennem sensorens optiske system. De optiske komponenter fokuserer dette reflekterede lys på en billedsensor, hvilket skaber en digital repræsentation af objektet.
Billeddannelse og pixelbaseret detektion
I kernen af en visuel sensor er en billedsensor, der består af tusinder eller millioner af individuelle pixels. Hver pixel indsamler lys fra et meget lille område af objektet og registrerer information om lysintensitet og, i nogle tilfælde, farve.
Når billedet er indfanget, gemmer hver pixel en numerisk værdi svarende til mængden af lys, den modtager. Lyse områder producerer højere pixelværdier, mens mørkere områder producerer lavere værdier. Sammen danner disse pixelværdier et komplet digitalt billede af objektet.
Mængden af detaljer synlige i billedet afhænger i høj grad af sensorens opløsning, som bestemmes af antallet af tilgængelige pixels. En sensor med højere opløsning opdeler billedet i flere samplingpunkter, hvilket gør det muligt at fange og måle mindre funktioner mere præcist.
For eksempel, når man inspicerer et trykt kredsløbsplade, kan et lavt opløsningsbillede kun vise den generelle omrids af komponenterne. Et højopløsningsbillede kan afsløre meget finere detaljer, såsom smalle lederstræk, små lodder, små justeringsmærker eller mindre overfladefejl. Denne ekstra detalje forbedrer målepræcisionen og evnen til at opdage fejl.
Billedbehandling og funktionsekstraktion
Når billedet er blevet fanget, begynder den visuelle sensor at behandle billeddataene. Det første skridt involverer ofte at forbedre billedkvaliteten ved at reducere støj, forbedre kontrasten og adskille objektet fra baggrunden. Disse operationer hjælper med at sikre, at vigtige funktioner kan identificeres mere tydeligt.
Sensoren analyserer derefter specifikke billedegenskaber. Den kan lokalisere kanter, identificere geometriske former, beregne dimensioner, bestemme objektets orientering, måle afstande eller finde det centrale punkt af et mål. I denne fase konverterer systemet rå pixelinformation til meningsfulde måledata.
De udtrukne oplysninger sammenlignes med gemte referencebilleder, foruddefinerede standarder, tolerancelinjer eller inspektionskriterier. Sammenligningsprocessen bestemmer, om objektet matcher de forventede krav.
For eksempel kan systemet verificere, om en etikette er korrekt positioneret, om en komponent er justeret korrekt, om en huldiameter ligger inden for tolerance, eller om en overflade indeholder synlige defekter. Evalueringens proces følger de samme programmerede regler for hver inspektionscyklus, hvilket sikrer konsistente resultater.
Udførelsesresultater og beslutningstagning
Efter analysen er afsluttet, genererer den visuelle sensor inspektionsresultater, der kan bruges af operatører, maskiner eller kontrolsystemer.
Afhængigt af applikationen kan outputtet inkludere objektdetekteringsresultater, positionkoordinater, dimensionelle målinger, orienteringsoplysninger, defektlokationer, identifikationsdata eller godkendte/ændrede beslutninger. Disse resultater kan vises på et overvågningssystem, gemmes til kvalitetsoptegnelser eller overføres direkte til produktionsudstyr.
I automatiserede fremstillingssystemer bruges outputtet ofte straks. For eksempel kan en robot modtage positionkoordinater til en pluk-og-placér-operation, et transportbåndssystem kan afvise et defekt produkt, eller en produktionsmaskine kan justere sine driftsparametre baseret på måleresultater.
Hovedkomponenter af en visuel sensor
En visuel sensor integrerer flere teknologier i et kompakt system, der er i stand til at fange, behandle og transmittere billeddata. For at udføre disse funktioner nøjagtigt og pålideligt arbejder flere komponenter sammen gennem hele inspektionsprocessen.
Optiske komponenter
Optiske komponenter guider og fokuserer lys fra objektet til billedsensoren. Disse komponenter kan inkludere linser, filtre, spejle og beskyttende optiske elementer. Deres formål er at skabe et skarpt og stabilt billede, der bevarer vigtige visuelle detaljer.
Laser-enheder
Mange visuelle sensorer bruger laser-emittere til at generere præcise lysmønstre eller reference-linjer. Disse laserprojektioner gør det lettere at måle afstande, registrere objektprofilmer og skabe tredimensionel overfladeinformation.
Scanning-motorer og scanning-mekanismer
I applikationer, der kræver område-scanning eller profilmåling, bevæger scanning-motorer og scanning-mekanismer de optiske komponenter eller leder scanningens bane over målet. Denne kontrollerede bevægelse gør det muligt for sensoren at indsamle billeddata fra forskellige positioner og opbygge en fuldstændig repræsentation af objektet.
Vinkel-sensorer
Vinkel-sensorer overvåger rotationsposition og bevægelse inden for scanningssystemet. De hjælper med at opretholde målenøjagtigheden ved at sikre, at scanningskomponenter fungerer i den korrekte vinkel og position gennem hele inspektionsprocessen.
Lineære CCD-sensorer
Mange visuelle sensorer bruger lineære CCD (Charge-Coupled Device) sensorer til at fange billedeinformation én linje ad gangen. Når enten objektet eller scanningssystemet bevæger sig, indsamles successive billedlinjer og kombineres for at skabe et komplet billede. Denne tilgang bruges ofte i højhastighedsinspektion og overfladescanning-applikationer.
Sensorskåner og elektroniske kontrolkredsløb
Sensorskåner og kontrol-elektronik regulerer driften af billedsensorer, lasere, scanningsenheder og kommunikationsgrænseflader. De administrerer signal-timing, koordinerer dataindsamling og sikrer stabil systemydelse under kontinuerlig drift.
Betydningen af visuelle sensorer i maskinseende
Visuelle sensorer er en grundlæggende del af maskinseende systemer, fordi de giver de billeddata, der er nødvendige for alle efterfølgende analyse- og beslutningstagningprocesser. Uden præcis billedeopnåelse er pålidelige målinger og inspektioner ikke mulige.
Ved at kombinere optisk teknologi, elektroniske kredsløb, billedsensorer, scanningsmekanismer og behandlingsfunktioner kan visuelle sensorer hurtigt og konsekvent indfange detaljerede oplysninger om objekter. Denne kapabilitet gør dem essentielle for anvendelser som kvalitetsinspektion, robotvejledning, dimensionel måling, objektidentifikation, automatiseret samling og industriel proceskontrol.
Implementering af visuelle sensorer
Visuelle sensorer er kontaktløse inspektionsanordninger, der kombinerer billedbehandlingshardware, optiske komponenter, elektroniske kredsløb og billedebehandlingsteknologi i et enkelt system. I modsætning til kontaktbaserede måleinstrumenter behøver visuelle sensorer ikke at berøre det inspekterede objekt. Oplysninger indsamles ved at indfange og analysere lys reflekteret fra objektets overflade.
Denne kontaktløse tilgang er særligt værdifuld i automatiserede produktionsmiljøer. Produkter kan fortsætte med at bevæge sig langs en transportbånd, rotere på en fastgørelse eller blive håndteret af en robot, mens målinger og inspektioner finder sted. Da der ikke kræves fysisk kontakt, er der ingen risiko for at ridse skrøbelige overflader, deformere bløde materialer eller forstyrre produktionsprocessen.
I robotapplikationer leverer visuelle sensorer de oplysninger, der er nødvendige for at lokalisere objekter, bekræfte positioner, måle dimensioner, identificere funktioner og guide automatiserede bevægelser. For at udføre disse opgaver er robotvisionssystemer typisk afhængige af tre større målemetoder: lysstyrke billedebehandling, binær billedebehandling og afstandsbaseret måling.
Lysstyrke billedebehandling: Brug af lysintensitet til at udtrække objekters funktioner
Lysstyrke billedebehandling er en af de mest anvendte metoder i maskinvisionssystemer. Processen begynder, når et kamera indfanger et billede af det målrettede objekt under kontrollerede lysforhold.
Hver del af billedet indeholder en lysstyrke værdi, der svarer til mængden af reflekteret lys, der når billedsensoren. Glatte overflader, trykte mærker, kanter, huller, ridser og andre funktioner reflekterer ofte lys forskelligt, hvilket skaber variationer i lysstyrke over hele billedet.
Efter billedoptagelsen konverterer kameraet det optiske billede til digitale pixeldata. Hver pixel gemmer en numerisk lysstyrke værdi, hvilket gør det muligt for systemet at analysere billedet matematisk. Billedebehandlingssoftwaren undersøger derefter disse værdier for at identificere vigtige visuelle funktioner.
Under analysen kan systemet lokalisere kanter, hjørner, lige linjer, kurver, mønstre, trykte tegn, overfladefejl og objektgrænser. For eksempel, når man inspicerer en mekanisk komponent, kan ændringer i lysstyrken afsløre konturen af et hul, kanten af en maskinbearbejdet overflade eller placeringen af et indgraveret mærke.
Fordi et gråtonebillede kan indeholde en stor mængde data, kan behandling af hver lysstyrke niveau kræve betydelige computerressourcer. I højhastigheds industrielle applikationer anvendes der ofte yderligere behandlingsteknikker for at reducere den beregningsmæssige belastning og forbedre inspektionshastigheden.
Binær billedebehandling: Forenkling af billeder for hurtigere analyse
Binær billedebehandling anvendes ofte, når målet er hurtigt og effektivt at adskille et objekt fra baggrunden.
Processen starter med at konvertere et gråtonebillede til et binært billede, hvor hver pixel tildeles en af kun to mulige værdier. Pixel klassificeres som enten sorte eller hvide baseret på en valgt lysstyrke tærskel. Områder, der er lysere end tærsklen, tildeles en værdi, mens mørkere områder tildeles den anden.
Denne konvertering forenkler billedet dramatisk. I stedet for at analysere hundreder af lysstyrkeniveauer skal systemet kun skelne mellem to regioner. Som et resultat bliver beregninger hurtigere, og objektfunktioner bliver nemmere at identificere.
Når objektet er adskilt fra baggrunden, kan systemet udføre yderligere målinger. Det kan beregne objektets areal, bredde, højde, omkreds, orientering, centerposition eller geometrisk form. Det kan også tælle objekter, verificere tilstedeværelse eller fravær og opdage manglende komponenter.
For eksempel kan binær billedebehandling hurtigt bestemme, om en del er til stede på den rigtige placering, før det næste produktions trin påbegyndes. På grund af sin hastighed og enkelhed anvendes denne metode bredt i højvolumen inspektion og automatiserede sorteringsapplikationer.
Afstandsbaseret måling: Måling af position og form i tre dimensioner
Nogle applikationer kræver mere end et todimensionelt billede. I disse situationer skal systemet bestemme, hvor langt et objekt er fra sensoren, og måle dets tredimensionelle form. Afstandsbaserede målemetoder er designet til dette formål.
Processen involverer indsamling af oplysninger om den fysiske afstand mellem sensoren og forskellige punkter på objektets overflade. Ved at bruge disse oplysninger kan systemet beregne højde, dybde, kontur, orientering og rumlig position.
En almindelig tilgang er triangulering måling. I denne metode projekteres en laserstråle eller mønstret lys på objektets overflade. Det reflekterede lys observeres fra en anden vinkel af et kamera eller sensor. Ved at analysere den geometriske relation mellem lys kilden, objektet og kameraet beregner systemet afstanden til specifikke overfladepunkter.
En anden vidt brugt tilgang er stereovision. Denne teknik bruger to kameraer placeret på forskellige steder, ligesom dybde kan estimeres fra to forskellige synsvinkler. Begge kameraer optager billeder af det samme objekt samtidigt. Systemet sammenligner de tilsvarende billede træk og beregner dybdeinformation fra forskellene mellem de to visninger.
Afstandbaseret måling gør det muligt for visuelle sensorer at generere tredimensionelle data, hvilket gør det muligt at inspicere komplekse former, måle objektprofiler, estimere volumen og bestemme præcise objekt placeringer.
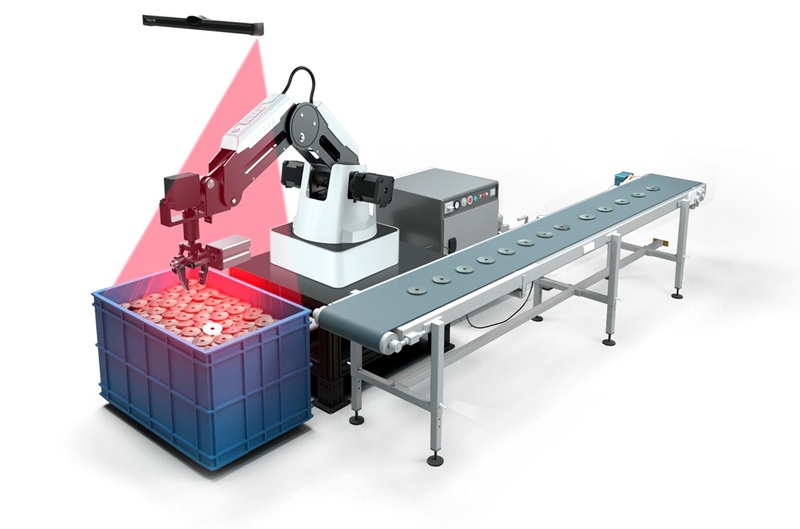
Disse kapaciteter er særligt vigtige i applikationer såsom robot picking, automatiseret montering, palletisering, kasse picking, dimensionel inspektion og 3D kvalitetskontrol.
Understøttelse af Objekt Detektion og Robot Guiding
De tre målemetoder bruges ofte sammen inden for et enkelt visionsystem. Et lysbillede kan bruges til at identificere overflade træk, binær behandling kan isolere objektet fra dets baggrund, og afstandsmåling kan give tredimensionelle positionsdata.
Ved at kombinere disse teknikker kan visuelle sensorer udføre en bred vifte af industrielle opgaver. De kan detektere objekter, måle dimensioner, genkende former, spore bevægelse, verificere samlingskvalitet, bestemme objektets orientering og give positionsoplysninger til robotsystemer.
Som et resultat er visuelle sensorer blevet essentielle komponenter i moderne automation. Deres evne til at indsamle nøjagtige visuelle oplysninger uden fysisk kontakt muliggør hurtigere inspektioner, mere pålidelige målinger, forbedret proceskontrol og præcis robotvejledning på tværs af en bred vifte af fremstillings- og industrielle applikationer.
Sammenligning af Fotoelektriske Sensorer og Visuelle Sensorer
Forståelse af Forskellen mellem de to Teknologier
Fotoelektriske sensorer og visuelle sensorer bruges begge til at detektere og overvåge objekter i automatiserede systemer, men de adskiller sig meget i den mængde information, de kan indsamle og behandle.
En fotoelektrisk sensor er primært designet til at afgøre, om et objekt er til stede eller fraværende på et bestemt sted. Dens drift er relativt simpel. En lysstråle udsendes mod et målområde, og sensoren overvåger, om denne stråle reflekteres, afbrydes eller modtages. Baseret på dette signal bestemmer systemet, om et objekt er kommet ind i detektionszonen.
Denne metode er effektiv til grundlæggende sensoropgaver, såsom at tælle produkter på en transportør, opdage ankomsten af en pakke, bekræfte tilstedeværelsen af en komponent eller udløse det næste trin i en produktionsproces. Imidlertid er de oplysninger, der gives, generelt begrænset til et simpelt detektionsresultat.
Visuelle sensorer fungerer på et meget højere niveau af inspektion. I stedet for at stole på et enkelt lysk signal, fanger de et komplet billede af objektet og analyserer flere visuelle træk samtidigt. Dette giver systemet mulighed for at indsamle detaljeret information om objektet i stedet for blot at bekræfte dets tilstedeværelse.
Inspektionskapaciteter
Den største forskel mellem fotoelektriske sensorer og visuelle sensorer er mængden af information, der kan udtrækkes under inspektion.
En fotoelektrisk sensor kan typisk besvare et grundlæggende spørgsmål såsom, om et objekt er til stede, fraværende eller placeret inden for et detektionsområde. Selvom dette er tilstrækkeligt til mange enkle automatiseringsopgaver, giver det ikke information om objektets tilstand eller karakteristika.
En visuel sensor kan udføre meget mere omfattende inspektioner. Efter at have fanget et billede kan systemet analysere form, størrelse, position, orientering, farve, overfladeforhold, mærkninger, mønstre, dimensioner og samlingstræk inden for den samme inspektionscyklus.
For eksempel, overvej et produkt, der bevæger sig langs en transportør. En fotoelektrisk sensor kan kun bekræfte, at produktet er ankommet til inspektionsstationen. En visuel sensor kan bestemme, om produktet er den korrekte model, verificere dens dimensioner, kontrollere placeringen af etiketter, bekræfte korrekt samling, identificere overfladefejl og måle dens position til robot håndtering.
Fordi flere inspektioner kan udføres ud fra et enkelt billede, giver visuelle sensorer betydeligt større inspektionskapacitet inden for et enkelt system.
Reduktion af hardwarekrav
I traditionelle automationssystemer var der ofte behov for flere fotoelektriske sensorer for at udføre en række inspektionsopgaver.
For eksempel kan en sensor registrere produktets tilstedeværelse, en anden kan verificere højden, en tredje kan bekræfte orienteringen, og yderligere sensorer kan installeres for at kontrollere positionen eller tælle produkter. Som inspektionskravene steg, steg antallet af sensorer, monteringsbeslag, kabler og justeringspunkter ofte også.
Visuelle sensorer kan ofte erstatte mange af disse individuelle enheder. Et enkelt kamerabillede indeholder en stor mængde information, der kan analyseres samtidig. I stedet for at installere flere separate måleenheder kan en enkelt visuel sensor udføre flere inspektionsfunktioner inden for ét integreret system.
Denne reduktion i hardware kan forenkle systemdesign, reducere ledningskompleksitet, minimere installationsplads og sænke vedligeholdelseskravene.
Tilpasning til position og orienteringsændringer
En af de vigtigste fordele ved visuelle sensorer er deres evne til at håndtere variationer i objektposition og orientering.
I mange fotoelektriske målesystemer skal objekterne passere gennem en specifik placering med konsekvent justering. Hvis objektets position ændrer sig uden for sensorens detektionsområde, kan der opstå forkerte aflæsninger. For at undgå dette problem bruger producenter ofte guide skinner, fastgørelsesanordninger, positioneringsmekanismer eller yderligere sensorer for at opretholde en konsekvent placering af objektet.
Visuelle sensorer giver større fleksibilitet, fordi de inspicerer et komplet billede i stedet for at afhænge af et enkelt detektionspunkt. Når et objekt bevæger sig lidt inden for kamerats synsfelt, kan billedbehandlingsalgoritmer ofte finde objektet og fortsætte inspektionsprocessen.
For eksempel, hvis en pakke ankommer lidt forskydet fra sin forventede position, kan den visuelle sensor identificere pakken i billedet, bestemme dens faktiske placering og udføre de nødvendige målinger ved hjælp af denne opdaterede position. Denne kapabilitet reducerer afhængigheden af højpræcise mekaniske positioneringssystemer.
Som et resultat er visuelle sensorer særligt værdifulde i applikationer, hvor produkter kan ankomme med små variationer i placering, rotation eller orientering.
Softwarefleksibilitet og produktændringer
En anden stor fordel ved visuelle sensorer er deres softwarebaserede fleksibilitet.
I mange fotoelektriske systemer kan ændringer i produktionskrav kræve fysiske ændringer. Nye sensorer skal muligvis installeres, monteringspositioner skal justeres, eller detektionsindstillinger skal muligvis kalibreres igen. Disse ændringer kan øge opsætningstiden og systemkompleksiteten.
Visuelle sensorer kan ofte tilpasses gennem softwarekonfiguration. Inspektionsparametre, målegrænser, reference mønstre og acceptkriterier kan opdateres uden betydelige hardwareændringer.
For eksempel kan en produktionslinje producere flere produktmodeller, der adskiller sig i størrelse, form, etiketsdesign eller komponentarrangement. I stedet for at udskifte sensorer eller redesigne inspektionsstationen, kan operatører vælge et andet inspektionsprogram eller indlæse en ny produktopskrift. Den visuelle sensor anvender så de relevante inspektionsregler for det pågældende produkt.
Denne fleksibilitet gør visuelle sensorer velegnede til produktion med høj variation, hyppige produktændringer, tilpasset produktion og moderne automatiserede produktionssystemer.
Resumé af nøglefordele
Mens fotoelektriske sensorer fortsat er meget effektive til simple detektionsopgaver, giver visuelle sensorer et meget bredere udvalg af inspektionskapaciteter.
Ved at indfange og analysere billeder kan visuelle sensorer evaluere flere produktkarakteristika på samme tid, hvilket reducerer behovet for adskillige individuelle måleenheder. De kan håndtere variationer i objektposition, understøtte hurtige produktændringer gennem softwareindstillinger og udføre detaljerede inspektioner, der langt overstiger simpel registrering af tilstedeværelse.
Af disse grunde er visuelle sensorer blevet en stadig vigtigere teknologi inden for robotteknologi, automatisk inspektion, kvalitetskontrol, emballagesystemer, samleoperationer og avancerede produktionsmiljøer, hvor fleksibilitet, nøjagtighed og information-rige inspektioner er essentielle.
Anvendelser af maskinsyn og visuelle sensorer
Maskinvision og visuelle sensorer anvendes i applikationer, hvor objekter skal detekteres, identificeres, måles, inspiceres, klassificeres, positioneres eller spores. Ved at fange billeder og analysere dem automatisk kan disse systemer udføre inspektions- og måleopgaver med en hastighed og konsistens, der er svær at opnå gennem manuelle metoder.
Den typiske proces starter med billedeoptagelse. Kameraer fanger billeder af det målrettede objekt, og billedbehandlingssoftware udtrækker vigtig visuel information. Systemet sammenligner derefter de indsamlede data med foruddefinerede standarder, referencebilleder eller målekriterier. Baseret på resultaterne kan det generere inspektionsbeslutninger, levere måldata, udløse alarmer, guide robotter eller kontrollere produktionsudstyr.
Da maskinvision fungerer uden fysisk kontakt, er det velegnet til applikationer, der involverer skrøbelige produkter, højhastigheds produktionslinjer, farlige miljøer og præcisionsmåleopgaver. Dets kombination af hastighed, nøjagtighed, gentagelighed og automatiseringskapacitet har ført til udbredt adoption på tværs af mange industrier.
Landbrug
Landbrug er et af de voksende anvendelsesområder for maskinvision. Moderne landbrugsdrift stoler i stigende grad på visuelle sensorsystemer for at forbedre produktkvalitet, reducere arbejdsbehov og understøtte datadrevet beslutningstagning.
Maskinvision anvendes ofte til:
• Inspektion af frugtens kvalitet
• Vurdering af frugtmognhed
• Overvågning af afgrøde vækst
• Ugræsdetektion
I frugtsorteringsoperationer bevæger produkter sig langs en transportøs, mens flere kameraer fanger billeder fra forskellige vinkler. Denne multi-view inspektionsmetode giver systemet mulighed for at undersøge en større del af frugtens overflade under en enkelt inspektionscyklus.
For eksempel, i et æbler sorteringssystem, fanger kameraer billeder, mens æblerne roterer eller bevæger sig gennem inspektionsstationen. Softwaren analyserer overfladefarve, form, størrelse, buler, pletter, revner og andre synlige fejl. Baseret på foruddefinerede sorteringsstandarder tildeles hvert æble automatisk den passende kvalitetskategori.
Maskinvision kan også støtte afgrødestyring. Billeder indsamlet fra kameraer monteret på traktorer, droner eller markovervågningssystemer kan bruges til at evaluere afgrøde vækst, identificere usunde planter, estimere modenhedsniveauer og lokalisere ukrudt inden for dyrkede områder.
På trods af disse fordele præsenterer landbrugsapplikationer unikke udfordringer. Udendørs miljøer involverer ofte skiftende sollysforhold, skygger, vejrforskelle, komplekse baggrunde, støv og naturlige forskelle mellem planter. Disse faktorer kan påvirke billedkvaliteten og inspektionsnøjagtigheden. Som resultat fortsætter løbende forskning med at forbedre pålideligheden og robustheden af maskinvisionssystemer under reelle markforhold.
Industriel fremstilling
Industriel fremstilling er et af de mest veletablerede og bredt adopterede områder inden for maskinvision.
I produktionsmiljøer bevæger produkter sig gennem flere produktionsfaser og skal inspiceres gentagne gange for at sikre kvalitet og konsistens. Manuel inspektion kan blive vanskelig, når produkterne er små, produktionshastighederne er høje, eller inspektionskriterierne er komplekse. Maskinvision imødekommer disse udfordringer ved at udføre inspektioner automatisk og konsekvent gennem hele produktionsprocessen.
Maskinvision anvendes i stor udstrækning til:
• Produktidentifikation
• Etiketteinspektion
• Fejlregistrering af PCB
• Emballageinspektion
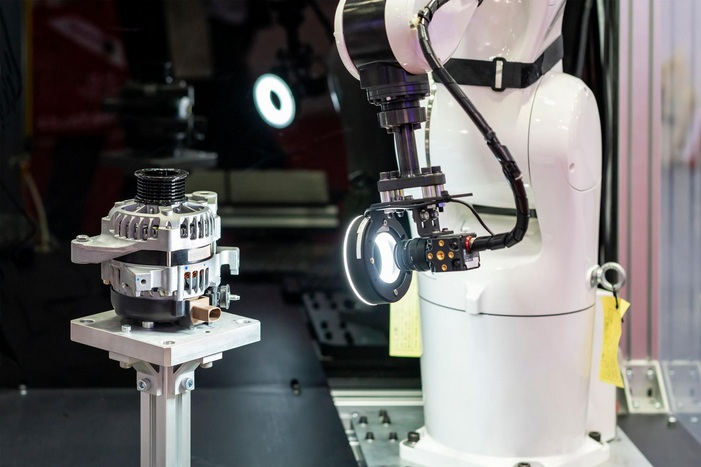
• Inspektion af bilkomponenter
• Halvlederinspektion
• Overvågning af fødevareproduktion
Til produktidentifikation kan systemet læse stregkoder, QR-koder, serienumre og trykte tegn for at verificere produktinformation. Under etiketteinspektionen kontrollerer kameraerne, om etiketterne er til stede, korrekt placeret og korrekt trykt.
I fremstillingen af trykte kredsløbsplader (PCB) inspicerer maskinvision loddefuger, komponentplacerings nøjagtighed og lederbaner. Små fejl, der kan være svære at identificere gennem manuel inspektion, kan ofte hurtigt opdages gennem automatiseret billedeanalyse.
Emballageapplikationer bruger maskinvision til at verificere pakkens integritet, bekræfte antal produkter, inspicere forsegle og kontrollere fyldningsniveauer og sikre, at emballageoplysningerne er korrekte. I bil- og halvlederfremstilling udfører maskinvision højt præcise dimensionale målinger og fejlinspektioner for at opretholde strenge kvalitetsstandarder.
I fødevareproduktionsmiljøer overvåger visuelle sensorer produktets udseende, farvekonsistens, størrelse, form og emballagekvalitet, mens de understøtter højhastigheds produktionsoperationer.
Disse kapaciteter hjælper med at forbedre kvalitetskontrol, produktionseffektivitet, sporbarhed, proceskonsistens og produktionsfleksibilitet.
Mineralbehandling
Maskinsyn anvendes også i mineralbehandling og overvågning af flotation, hvor visuel information kan give værdifuld indsigt i procespræstation.
I flotationssystemer dannes der bobler på overfladen af mineralseparationstanke. Størrelsen, formen, farven, densiteten og bevægelsen af disse bobler afspejler ofte effektiviteten af separationsprocessen.
Kameraer fanger kontinuerligt billeder af flotationsoverfladen, mens billedbehandlingssoftware analyserer boblekarakteristika. De indsamlede data hjælper operatører med at evaluere procesforhold og afgøre, om justeringer er nødvendige.
Ved at overvåge boblestruktur, farvefordeling, overfladetextur og bevægelsesmønstre kan maskinsynssystemer understøtte bedre proceskontrol, forbedre mineraludvinding og øge driftsmæssig effektivitet.
Transport og sikkerhed
Maskinsyn spiller en vigtig rolle i moderne transport- og sikkerhedssystemer.
I intelligente transportsystemer (ITS) overvåger kameraer kontinuerligt veje, kryds, betalingsstationer og trafikbaner. De optagne billeder analyseres for at identificere køretøjer, tælle trafikflow, opdage overtrædelser af vognbanen, genkende nummerplader og overvåge vejforhold.
Visuel sensorteknologi anvendes også bredt i sikkerheds- og overvågningssystemer. Kameraer overvåger beskyttede områder og leverer billeddata til aktiviteter som adgangskontrol, perimeterovervågning, objektsporing og hændelsesdetektion.
Ved automatisk at behandle store mængder visuel information hjælper maskinsyn med at forbedre driftsmæssig effektivitet og understøtte hurtigere reaktioner på ændrede forhold.
Medicinsk billeddannelse
Medicinsk billeddannelse er et andet vigtigt anvendelsesområde for maskinsynsteknologi.
Moderne sundhedssystemer genererer et stort antal medicinske billeder, der kræver omhyggelig analyse. Maskinsyn hjælper sundhedsprofessionelle med at forbedre billeder, identificere vigtige strukturer og understøtte diagnostiske vurderinger.
Maskinsynsteknikker anvendes almindeligvis til:
• Røntgenbilleder
• Magnetisk resonansbilleddannelse (MRI) scanninger
• Computertomografi (CT) billeder
Analyseprocessen involverer ofte at opdage anatomiske strukturer, måle dimensioner, fremhæve abnormiteter og sammenligne billedelementer med kendte medicinske mønstre. Disse værktøjer hjælper med at forbedre billedfortolkningens effektivitet og understøtte mere nøjagtige kliniske vurderinger.
Som medicinsk billeddannelsesteknologi fortsætter med at udvikle sig, bliver maskinsyn stadig vigtigere i diagnostisk støtte, behandlingsplanlægning og sundhedsforskning.
Videnskabelig forskning
Videnskabelig forskning kræver ofte observation og analyse af objekter, der er for små, for mange eller for komplekse til effektivt at evaluere gennem manuelle metoder. Maskinsyn giver forskere automatiserede værktøjer til billedeoptagelse, måling og klassificering.
Anvendelser inkluderer:
• Materialeanalyse
• Biological analyse
• Kemisk analyse
• Livsvidenskabsforskning
• Tælling og klassificering af blodceller
• Kromosomanalyse
• Identifikation af kræftceller
I biologiske laboratorier kan maskinsynssystemer fange mikroskopiske billeder og automatisk identificere specifikke celletype. Under blodanalyse kan systemet tælle celler, måle celleegenskaber og klassificere forskellige cellekategorier. I genetisk og medicinsk forskning hjælper billedbehandlingsteknikker med kromosomanalyse og identifikation af abnormale cellestrukturer.
Forskere bruger også maskinsyn til at analysere materialoverflader, observere kemiske reaktioner og indsamle kvantitative data fra eksperimenter. Automatiseret billedanalyse forbedrer målingskonsistens og muliggør, at store datasæt kan behandles mere effektivt.
Fordele på tværs af flere industrier
Det brede udvalg af anvendelser af maskinsyn demonstrerer dens værdi i både industrielle og ikke-industrielle miljøer.
Ved at kombinere billedeoptagelse, automatiseret analyse, måling, mønstergenkendelse og beslutningstagning kan maskinsynssystemer omdanne visuel information til handlingsorienterede data. Denne kapacitet understøtter mere effektive inspektions-, overvågnings- og kontrolprocesser.
Uanset om det bruges inden for landbrug, fremstilling, mineralbehandling, transport, sikkerhed, sundhedspleje eller videnskabelig forskning, hjælper maskinsyn med at forbedre nøjagtighed, effektivitet, konsistens, produktivitet og kvaliteten af beslutningstagningen. Disse fordele har gjort maskinsyn og visuelle sensorer til essentielle teknologier i moderne automation og intelligente systemer.
Udviklingshistorik og evolution af visuelle sensorer
Tidlig udvikling af visuel sensor teknologi
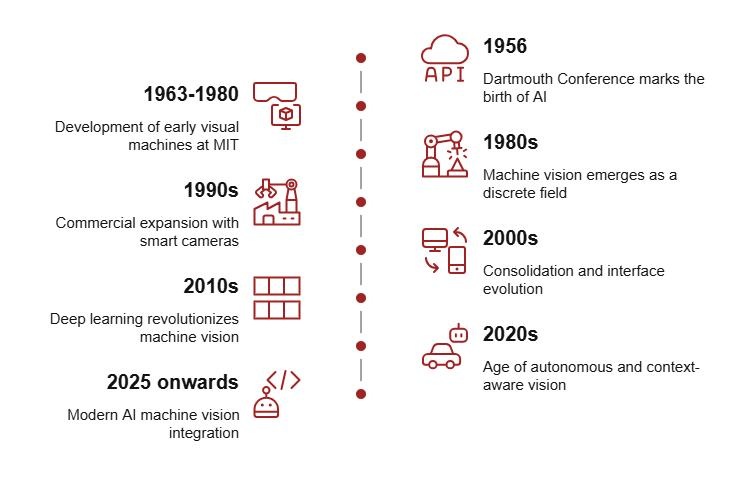
Visuel sensor teknologi begyndte at dukke op i slutningen af 1950'erne, da fremskridt inden for elektronik, billedbehandlingsenheder og computersystemer skabte nye muligheder for automatiseret inspektion og maskinopfattelse. Forskere søgte metoder, der ville gøre det muligt for maskiner at indsamle visuel information fra deres omgivelser og bruge den information til at støtte automatiserede operationer.
Tidlige visuelle systemer var relativt enkle og var begrænset af de tilgængelige kameraers, behandlingshardwareens og opbevaringsenhedernes kapaciteter. Billedindhentning var langsom, computerressourcerne var knappe, og kun grundlæggende billedanalysefunktioner kunne udføres. På trods af disse begrænsninger etablerede disse tidlige fremskridt grundlaget for moderne maskinsynsteknologi.
Efterhånden som computere blev mere kraftfulde, og billedsensor teknologi forbedredes, overgik visuelle sensorer gradvist fra laboratorieforskningsprojekter til praktiske industrielle værktøjer.
Fremkomsten af robotvision forskning
I 1960'erne udvidede forskningsindsatsen sig mod robotvision med fokus på at muliggøre maskiner at genkende og interagere med objekter i deres miljø. Tidlige studier involverede typisk kontrollerede indendørs indstillinger med objekter med enkle former og forudsigelige placeringer.
Forskere udviklede teknikker til at opdage kanter, identificere geometriske former, adskille objekter fra baggrunde og bestemme objektpositioner inden for et billede. Disse undersøgelser introducerede mange koncepter, der forbliver grundlæggende for moderne maskinsyn, herunder billede segmentering, funktion extraction, objektgenkendelse og mønstergenkendelse.
Selv om computerbegrænsninger restriktede systemkapaciteter, markerede denne periode begyndelsen på maskinbaseret visuel opfattelse og gav grundlaget for fremtidige automatiseringsteknologier.
Udvidelse til industrielle applikationer
I 1970'erne gjorde forbedringer i elektronik og computerteknologi visuelle sensorer stadig mere praktiske til industriel brug. Producenter begyndte at adoptere maskinsynssystemer til inspektions- og måleopgaver, der var gentagne, arbejdskraftintensive eller svære at udføre konsekvent gennem manuel inspektion.
Nogle af de tidligste industrielle applikationer omfattede:
• Integreret kredsløb fremstilling
• Præcisionselektronisk montering
• Emballageinspektion af drikkevarer
• Automatiserede kvalitetskontrolsystemer
I halvlederproduktion blev visuelle systemer brugt til at inspicere fine kredsløbs mønstre og identificere produktionsfejl. I elektroniske monteringsoperationer verificerede de komponentplacering og justering. Emballagesystemer brugte maskinsyn til at inspicere etiketter, fyldniveauer, lukninger og pakkeintegritet. Disse applikationer demonstratede visuelle sensors evne til at forbedre både produktkvalitet og produktions effektivitet.
Teknologiske fremskridt der fremskyndede udviklingen
Udviklingen af visuelle sensorer blev fremskyndet af fremskridt inden for flere videnskabelige og ingeniørtekniske discipliner.
Fremskridt inden for digital billedbehandling forbedrede billedforbedring, støjreduktion og funktion extraction teknikker. Forskning inden for mønstergenkendelse gjorde det muligt for systemer at identificere objekter, symboler og tilbagevendende visuelle funktioner med større nøjagtighed. Forbedringer inden for computergrafik understøttede mere effektiv billedrepræsentation og analyse.
Studier af menneskelig visuel opfattelse påvirkede også billedfortolkningsmetoder, mens fremskridt inden for intelligente computer teknologier forbedrede objektklassificering, mønstergenkendelse og automatiserede beslutningstagning evner.
Disse fremskridt gjorde det muligt for maskinsynssystemer at bevæge sig ud over enkle inspektioner og udføre mere avancerede opgaver såsom robotvejledning, defekt klassificering, objektsporing, dimensionel måling og proceskontrol.
Udvikling af billedbehandlingsenheder
Fremskridtene inden for visuelle sensorer har været tæt knyttet til forbedringer i billedsensorteknologi.
Tidlige maskinsynssystemer var afhængige af kamerarør teknologi til billedindhentning. Selvom disse enheder muliggør grundlæggende visuel inspektion, led de ofte under lavere billedkvalitet, større fysisk størrelse, reduceret stabilitet og større vedligeholdelseskrav.
Introduktionen af CCD (Charge-Coupled Device) sensorer repræsenterede et stort teknologisk gennembrud. CCD sensorer gav forbedret billedkvalitet, højere lysfølsomhed, bedre pålidelighed og mere konsistent ydeevne. Disse fordele forbedrede betydeligt nøjagtigheden og effektiviteten af maskinsynssystemer.
Adoptionen af CCD teknologi gjorde det muligt med mere præcise inspektioner, målinger og automatisering applikationer på tværs af en bred vifte af industrier.
Modern visuel sensor teknologi
Moderne visuelle sensorer tilbyder muligheder langt udover dem fra tidligere systemer. Fremskridt inden for sensor design, behandlingshardware, kommunikationsteknologier og billedbehandlingsalgoritmer har signifikant øget ydeevne og funktionalitet.
Nuværende systemer kan fange højopløselige billeder, behandle store mængder billeddata i realtid og udføre komplekse analyser på brøkdelen af et sekund. Funktioner som automatisk fokus, højhastighedsbilledoptagelse, tredimensionel billeddannelse, objektgenkendelse og avancerede målefunktioner er nu bredt tilgængelige.
Som robotik og industriel automation fortsætter med at udvikle sig, er visuelle sensorer blevet essentielle værktøjer til inspektion, måling, robotvejledning, procesovervågning og automatiseret beslutningstagning. I dag spiller de en afgørende rolle i fremstilling, elektronikproduktion, bilmontering, logistik, halvlederfremstilling, produktion af medicinsk udstyr og andre avancerede industrielle applikationer.
Konklusion
Maskinsyn forbedrer produktionsnøjagtighed, hastighed og konsistens ved at erstatte manuel visuel inspektion med automatiseret billedanalyse. Dens ydeevne afhænger af korrekt belysning, kameravalg, billedbehandling, kalibrering og systemintegration. Efterhånden som fremstilling og automation fortsætter med at udvikle sig, forbliver maskinsyn essentielt for kvalitetskontrol, defektdetektion, måling, sortering og robotvejledning.
Hyppigt stillede spørgsmål [FAQ]
1. Hvorfor omtales belysning ofte som den mest kritiske faktor i maskinsynssystemers ydeevne?
Belysning påvirker direkte kvaliteten af det billede, der fanges af kameraet. Selv et højopløsningskamera kan have vanskeligheder med at opdage defekter, kanter, mærker eller dimensionelle træk, hvis objektet ikke er korrekt belyst. God belysning forbedrer kontrasten, reducerer skygger og refleksioner og fremhæver vigtige træk, der skal inspiceres. I mange maskinsynsapplikationer kan forbedring af belysningsopsætningen have en større indvirkning på inspektionsnøjagtigheden end opgradering af selve kameraet.
2. Hvordan opnår maskinsynssystemer mere konsistente inspektionsresultater end manuel inspektion?
Maskinsynssystemer evaluerer hvert produkt ved hjælp af de samme programmerede inspektionsregler, målemetoder og acceptkriterier. I modsætning til menneskelige inspectører påvirkes de ikke af træthed, koncentrationsændringer, belysningsforhold eller subjektiv bedømmelse. Hvert billede analyseres ved hjælp af identiske algoritmer, hvilket gør det muligt for systemet at producere meget gentagelige resultater på tværs af tusinder af inspektionscyklusser. Denne konsistens hjælper producenter med at opretholde stabile kvalitetsstandarder og reducere inspektionsvariabilitet.
3. Hvorfor er visuelle sensorer mere fleksible end traditionelle fotoelektriske sensorer i moderne automatiseringssystemer?
Fotoelektriske sensorer er typisk designet til at detektere tilstedeværelse eller fravær af et objekt på en bestemt placering. Visuelle sensorer går meget længere ved at fange komplette billeder og analysere flere karakteristika samtidigt. En enkelt visuel sensor kan inspicere størrelse, form, position, orientering, farve, mærker og overfladeforhold under en inspektionscyklus. Derudover kan inspektionskriterier ofte ændres gennem softwareopdateringer i stedet for hardwareændringer, hvilket gør visuelle sensorer meget tilpasselige til produktvariationer og ændringer i fremstillingen.
4. Hvordan understøtter maskinsyn robotvejledning og automatiserede fremstillingsoperationer?
Maskinsyn giver robotter præcise oplysninger om objektets placering, orientering, dimensioner og positionering. Efter at have fanget og behandlet et billede, beregner visionssystemet koordinater og sender disse oplysninger til robotcontrolleren. Robotten kan derefter justere sine bevægelser for at udføre opgaver som plukning og placering, montering, sortering, pakning eller kvalitetsinspektion. Denne kapacitet gør det muligt for automatiserede systemer at håndtere produkter, der måtte ankomme i forskellige positioner eller orienteringer, samtidig med at de opretholder høj nøjagtighed og effektivitet.
5. Hvorfor er maskinsyn blevet stadigt vigtigere på tværs af industrier som fremstilling, landbrug, sundhedspleje og transport?
Maskinsyn kombinerer billedoptagelse, automatiseret analyse, måling og beslutningstagning til en enkelt teknologiplatform. I fremstillingen forbedrer det kvalitetskontrol og produktivitetseffektivitet. I landbruget understøtter det afgrødeovervågning og produktbedømmelse. I sundhedsplejen hjælper det med medicinsk billedeanalyse og diagnostisk støtte. I transporten muliggør det trafikovervågning og nummerpladegenkendelse. Da maskinsyn kan behandle store mængder visuel information hurtigt, præcist og konsistent, er det blevet en nøgleteknologi for automatisering, inspektion, overvågning og intelligent beslutningstagning på tværs af mange industrier.
Relateret blog
-
Hvor mange nuller på en million, milliarder, billioner?
![Hvor mange nuller på en million, milliarder, billioner?]()
2024-07-29
Million repræsenterer 106, en let forståelig figur sammenlignet med hverdagens varer eller årlige lønninger. Milliarder, svarende til 109, begynde... -
IRLZ44N MOSFET datablad, kredsløb, ækvivalent, pinout
![IRLZ44N MOSFET datablad, kredsløb, ækvivalent, pinout]()
2024-08-28
IRLZ44N er en bredt brugt N-kanals magt MOSFET.Det er kendt for sine fremragende switching -kapaciteter, det er meget egnet til adskillige anvendelser... -
Batteritemperatur for lav, opladningen stoppede.Hvordan løser jeg det?
![Batteritemperatur for lav, opladningen stoppede.Hvordan løser jeg det?]()
2024-10-06
Problemer med opladning af mobiltelefonbatteri er almindelige, men kan styres effektivt.Temperaturen spiller en stor rolle i batterieffektiviteten, da... -
BC547 Transistor Comprehensive Guide
![BC547 Transistor Comprehensive Guide]()
2024-07-04
BC547 -transistoren bruges ofte i en række elektroniske applikationer, der spænder fra grundlæggende signalforstærkere til komplekse oscillatorkre... -
Omfattende guide til SCR (siliciumstyret ensretter)
![Omfattende guide til SCR (siliciumstyret ensretter)]()
2024-04-22
Siliciumkontrollerede ensretter (SCR) eller tyristorer spiller en central rolle inden for effektelektronik -teknologi på grund af deres ydeevne og p... -
En komplet guide til multiplexere og deres rolle i digitale systemer
![En komplet guide til multiplexere og deres rolle i digitale systemer]()
2025-09-20
Multiplexere er komponenter i digitale systemer, designet til at kanalisere flere indgangssignaler til en enkelt outputlinie ved hjælp af binære log... -
LR621, SR621SW, 364, AG1 Batteryækvivalenter og udskiftninger
![LR621, SR621SW, 364, AG1 Batteryækvivalenter og udskiftninger]()
2024-07-15
LR621 og SR621SW -knapbatterier er udbredt i kompakte elektroniske enheder som ure, små legetøj, regnemaskiner og fjerntaster.Flere producenter prod... -
Grundlæggende om op-amp-kredsløb
![Grundlæggende om op-amp-kredsløb]()
2023-12-28
I den indviklede verden af elektronik fører en rejse ind i dens mysterier, der altid er til et kalejdoskop af kredsløbskomponenter, både udsøgte o... -
Sammenligning af NMOS- og PMOS -forskelle og applikationer
![Sammenligning af NMOS- og PMOS -forskelle og applikationer]()
2024-11-15
At forstå forskellene mellem NMOS og PMOS -transistorer er vigtige for at designe effektive kredsløb.NMOS (N-type metaloxid-halvleder) og PMOS (P-ty... -
CR2450 vs CR2032 Sammenligning: Alt hvad du behøver at vide
![CR2450 vs CR2032 Sammenligning: Alt hvad du behøver at vide]()
2025-09-15
Knapbatterier som CR2450 og CR2032 strøm mange hverdagens elektronik, fra ure og fjernbetjeninger til medicinske og industrielle enheder.Selvom de er...










Hot Dele
- RC0805FR-0768RL
- MM74HC374SJX
- CGA5H4X7R2J472K115AE
- WAC-013-C-X
- SM5877AM
- RT9206CS
- SPV7100E
- SN74LV244APWRG3
- ZR36732PQC
- TIP32C
- LM3530UME-40B
- M25P64-VMF6TP
- UCC27533DBVT
- TMK325BJ106KD-T
- LC98500D-UG6S
- LSC412187FB
- 2SCR372P5T100Q
- AT43312A
- IR21771S
- TACR156K010XTA
- CY29976AI
- VI-263-11
- ATMEGA169-16AI
- APM2305AAC-TRG
- HN3015AA120
- W78E62BP
- AT83C26-RKRUL
- 1812HA101JATME
- HD6433258A49F
- HAT2044R-EL
- VI-710121
- LM48557TLX
- 12065C153MAT2A
- IPP110N06LG
- VI-JT1-CZ
- MT51J256M32HF-80:A
- RT0603BRE07750KL
- AERO4228EL2UM
- HYB18T512400B2F-25F
- MB90553BPF-G-261-BND
- MT48L16M8A2-75
- TLP185BLL
- CMP01AZ/883C
- IQ320-20PB416
- MT41K256M16HA125IT:E
- BCM6303KMLGT
- AM29F032B-75SI
- M36WOR6050U5ZAM
- EEEHD1E470AP
- LT1761IS5-SD#PB